Project Overview
Fused filament fabrication (FFF) is being used to create a travel-sized chess set. This design is being created entirely from scratch, incorporating known, popular methods such as hidden magnetic pieces along with novel concepts such as transformable pawns. The ultimate design goal is to create a travel-sized chess set that closely mimics the experience of using a fully-sized wooden chess set while incorporating additional benefits relating to portability and convenience.
Design Progress
Design Dimensions:
Design dimensions for the box and piece diameter were guided by the 256×256 mm Bambu Lab X1 Carbon textured PEI print bed. A width of 240 mm for the box was chosen in order to fit within this bed and have tolerance for potential future redesign decisions. The usable chess board area fits within this box, having dimensions of 230×230 mm, which leaves a 28.75×28.75 mm box for each piece. The diameter of the circular inlay for each piece is 23 mm, and the diameter of the base of each piece is 22 mm. The associated tolerance of the pieces as they fit into this inlay was tested and is explained in the testing section below. The maximum height of the pieces was chosen to be 40 mm to ensure the inside of the box can accommodate the various piece heights when it is closed.

Figure 1: Drawing of key dimensions
Box/Board Design:
The printable area of the Bambu printer sets the dimensions of the outer shell of the box. This then set the dimensions of the area that the board could take up. Using this dimension of the board and the relationships established by a chess board (ie, 8 tiles in both directions) the dimensions of an individual tile could be determined. However, since two different colors are desired, direct side contact was a feature we did not want in a FFF print. So a smaller tile centered on a full-size tile was added to ensure slight gaps to their nearest neighbors. This two-tiered design can be seen in Figure 4. Where the bottom portion will be the entire board area with intermittent smaller portions on the top for the actual playing surface which will have the desired gaps. The entire board can be seen in Figure 3. This board now has to fit into a box and the box has a slight cut-out to ensure that the board does not shift around during transportation. The board inside of the box can be seen in Figure 2. The cut-out for the board to slide into can be seen in Figure 5.

Figure 2: Assembly of the board inside of the box

Figure 3: CAD of board

Figure 4: Two Tiered Tile

Figure 5: CAD of box
Transforming Pawn Design:
The pawn pieces consist of many transforming mechanisms. It is designed to be aesthetically pleasing, easy to transform, and printer-friendly. The current design of the rook pawn and the detailed transformation steps are shown below.


Figure 6: The pawn piece in its pawn form and rook form

a.

b.

c.

d.

e.
Figure 7: The pawn piece’s components: a. Rook top; b. Rotation axis; c. rotating outer shell; d. Pawn base 1; e. Pawn base 2.

1.

2.

3.
Step 1: Rotate the shell 90 degrees until the slots match.
Step 2: Flip the rook top piece 180 degrees
Step 3: Rotate the shell 90 degrees to hide the empty space of the pawn base.
Figure 8: The pawn piece’s transformation steps.
Piece Design:
Design dimensions for the pieces were ultimately guided by the Bambu Lab X1 Carbon printer bed and height of the box. The base diameter of 22 mm and general base shape design for all pieces were both the same. The pieces were modeled with classical chess piece designs in mind, but with less small features and more emphasis on smooth curves. All 5 CAD models that were created are shown below:

From-scratch designs of the king, queen, bishop, rook, and knight
Every piece except the knight was completed using a revolve feature, with the king’s cross being made with a normal extrude feature. The knight was more difficult to model, using a combination of revolve and loft features. An early screenshot of the knight modeling process before the loft feature was added is shown below:

Estimates regarding minimum feature sizes were made, such as the knight’s eye, king’s cross, and bishop’s button. The results of these design decisions as they were printed are discussed in the testing section below. The pieces were also designed to have varying heights, with the king and queen being tallest, then bishop, knight, and rook in order from tallest to shortest.
Testing
A small-scale test box, lid, and tile were printed to test tolerancing both in the design as well as the printer. Several of the pieces were also printed to determine if FFF was a viable method of producing these types of pieces. As well as the transformable pawn was fully developed and assembled to ensure the mechanism within worked properly. The small scale lid and box can be seen in Figure 9.

Figure 9: Small Scale Testing
Table 1: Print times
| Items In print | Print Time (hrs) |
| Small Scale box, Small Scale lid, Rook, 3 tiles, and transformable pawn pieces | 1.75 |
| King, Knight, Bishop, Queen, Rook | 0.5 |
| Total | 2.25 |
Box/Board Testing:
Several tolerancing concerns hoped to be solved with a test print. This included tolerancing of the cut-out in the tile in reference to the base size of the pieces. This tolerance can be seen in label 1 in Figure 9 The pieces have a base diameter of 22 mm. The cut-out has the desired effect of allowing easy moving of pieces during the play but does not allow significant horizontal movement during transport. The cut-out diameter was varied from 22.5 mm, 23mm, and 24mm. This can be seen in Figure 10. This test hopes to determine the amount of clearance that allows easy removal during gameplay but not much horizontal movement during transportation. The 22.5 mm was a good fit that did not allow much horizontal movement of the piece but also was easy enough to move as if the piece was getting moved during a game. The 23mm and 24mm had too much movement with the base of the piece. These fits can be seen in figure 11 So going forward the cut out will be a diameter of 22.5 mm.
 Figure 10: Varying Cut Out
Figure 10: Varying Cut Out
 Figure 11: Vary cut with Piece
Figure 11: Vary cut with Piece
Another tolerancing question that hopes to be verified is the relationship between the board and the box. This tolerance can be seen in label 2 in Figure 9 As seen in the full-size CAD the hope was that the board would not be able to move vertically much during transportation. For this reason, a slot was cut into the box which would hold the board down during transportation but would allow the board to be slid out easily. A test print will validate this intent. A small single tile was printed into a smaller box but with the same clearances to test this idea. The results of the test was there was a snug initial fit both due to a seam line present in the tile as well as some thermal warpage of the tile due to its thinner nature. However, with minor sanding and post processing the tile slides into and out of the box with minimal effort. This is demonstrated in Figure 12. This being said going forward the tolerancing has to take into account more thermal warpage or accept that post processing has to occur for each board printed.
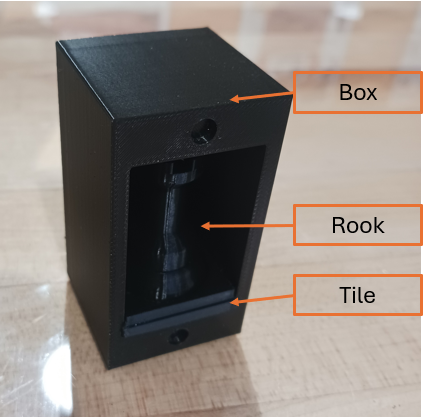 Figure 12: Small Scale Test
Figure 12: Small Scale Test
The final tolerancing question was to determine how to create a lid for the box. The current plan is to use a size-on-size hole and pin to hold the box closed during transportation. This tolerance can be seen in label 3 of Figure 9. This tests the tolerancing limits on the FFF printer to determine if this is a viable option for the closing mechanism. The results of the test concluded that straight from the printer the pin and hole system did not mesh due to a seam line on the pin. However, after minimal sanding and removal of this seam line the lid snuggly fit into place but still allowed easy enough removal when desired. This is demonstrated in Figure 13. So, going forward the tolerance has to increase to account for this seam or accept that some post processing must occur for a good fit.
 Figure 13: Box and Lid assembled together
Figure 13: Box and Lid assembled together
Transforming Pawn Testing:
The first version of the prototype pawn piece was successfully printed and assembled. Because of the transformation mechanisms, many components consist of multiple critical dimensions. Due to the small size of the pawn piece and the sensitivity of some critical dimensions, the FDM Bambu Lab X1 Carbon printer did not execute some details nicely. Thus, many components required significant post processing steps such as sanding to fit together. The printing results after assembling are shown below.



Figure 14: Printed pawn piece in its pawn form and rook form.
Piece Testing:
Test prints of the king, bishop, knight, and rook were carried out to ensure the printability of the designs, including resolution of the small features and viability of necessary support structures and the associated post-processing. An image of the bishop, king, and knight prints are shown below:

A print height of 0.13 mm was used, which produced smooth curves that were not too distracting under normal light conditions. The support structures for the knight were able to be completely removed without much hassle, and left a good finish. Small features such as the bishop’s button, king’s cross, and knight’s eye were all on the small side. The overall size of these features will be increased for the redesigned pieces.
Future Work
There is still work to be done for the design as well as processes to ensure a good final product. In terms of the board and box, the cut out in the box needs to be made a little more large to accommodate for the thermal expansion after printing. This seems like a more viable option because any post processing to the board would possibly affect the surface finish of the board and subtract from its overall appearance. In terms of the board and the lid, the current design will stand, as post processing on the lid seems like a viable option to ensure a snug fit to keep the box closed during transportation.
For the transformable pawn pieces, due to the limitations of the FFF printing method such as rough surface finish and rough details, choosing an alternative printing method may be more optimal. Since these pawn pieces do not require a significant amount of mechanical strength, printing methods such as SLA can be a great solution as they offer much better details and surface finish than FDM printers. The current transformable pawn design also has room for improvement. Each pawn piece is designed to only be able to transform into one other piece. However, they look identical in their pawn form. Thus, signs for identification may be added to the outside of each piece for better clarification. The current transform mechanisms also don’t have anything to ensure the top piece stays in its place once flipped up. Possible solutions need to be investigated.