In this post, we provide a summary of the project work done this semester to produce the Compact Constant Velocity (CCV) Joint. As we have already detailed in the previous posts, the CCV Joint consists of 6 separate pieces, all together including the housing stand.
In conclusion, we succeeded in producing a functional joint closely similar to the one presented with the CAD design shown in Figure 1 (a). All along the design process, we made a few changes in the CAD dimensioning to obtain a joint that is strong, fits tight, rotates smoothly, and has good surface finish as shown in Figure 1(b).
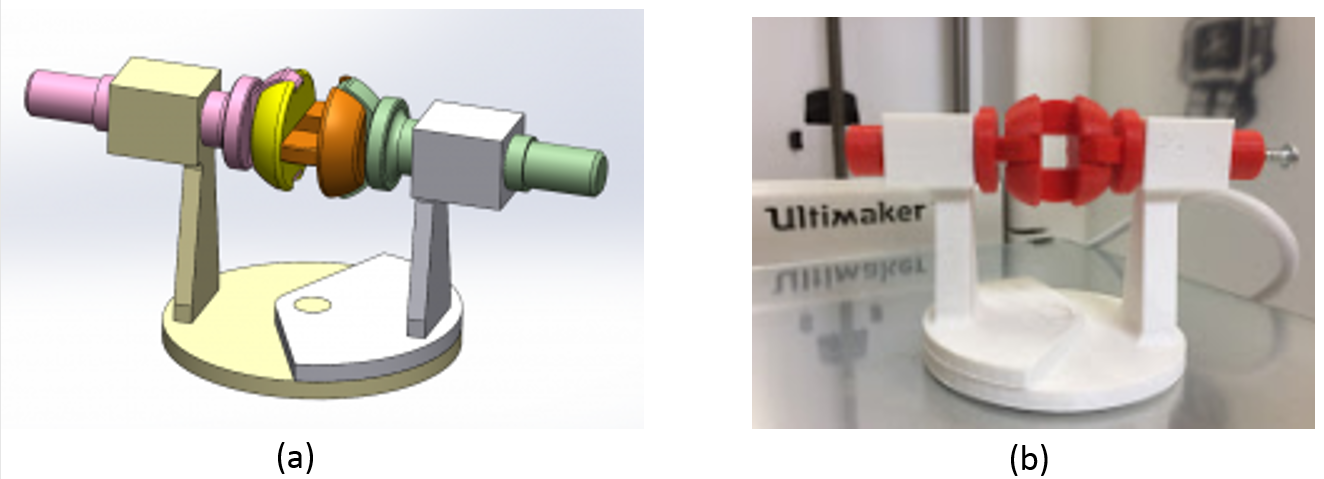
Figure 1. (a) CAD file of the CCV Joint, (b) FDM Printed Model
Among the main building parameters using Ultimaker Extended, we enumerate:
Build Material: PLA
Support Material: PVA
Clearance Gaps: 0.5 mm
Layer Height (Joint): 0.1 mm
Layer Height (Housing): 0.2 mm
Build Material Infill Density (Joint): 40%
Build Material Infill Density (Housing): 20%
An ultimate goal of this project is to test the Additive Manufacturing Fused Deposition Modeling technology’s ability to manufacture assemblies in one print. We were pleased to demonstrate that it can be done with the Ultimaker 3. We printed successfully the Joint mechanism assembly made out of four separate pieces vertically in one print. In fact, we are confident, we could have printed the entire assembly of Joint and housing at once. However, this would lead to too much support material waste.
To sum up, this project was a great success since we met all the main goals we set at the beginning of the semester. As shown in Figure 1 (b), we produced a functional CV joint with optimum tolerances for gaps without compromising the functional range of motions, and smoothness of rotation. In fact, we are able to drive the shaft with electric drill and maintain smooth rotation while turning the axle shaft to about 30 degrees from the inline position. This built can serve as a great educational demonstration of the functionality of a typical Constant Velocity Joint. It is also important to observe that greater surface finish, and much tighter tolerances could be achieved in the production of the CCVJ, if a different 3D printing technology is used such as Direct Metal Laser Sintering.
While the semester is rapidly coming to an end, summer plans are approaching, we want to recognize and appreciate the TA, and the Lab Graduate Staff who showed a level of professionalism second to none. Thank you, for a Great semester!