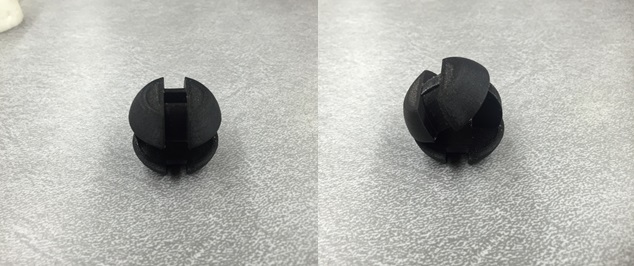
Some of the iterations of our prototype builds can be seen below.

The most current prototype, seen below, was an improvement upon our previous models in that it had clearances of 0.5 mm between the two parts, which was enough to allow support material to be printed. The support material was dissolved, allowing the two parts to move freely.
In our currently running print, the clearances between the parts were reduced to 0.4 mm, and the two shafts used to operate the mechanism are also being printed in the assembly. The parts are being printed vertically to utilize the least support material and to ensure optimal build directions for the components. The stand that will hold the continuous velocity joint was printed on a small scale to test support material usage and build parameters, but the dimensions were not given clearances. This resulted in the mismatched hole and pin sizes seen below.

Another print of one of these pieces was attempted in the scale used for the other components. This print had to be cancelled due to a failure of adhesion between the print bed and the nozzle purge tower. This print can be seen below, with the excess purge material being the debris on the print. For future prints, we will be switching the skirt material to PLA with the hope of getting better adhesion on the purge tower (the skirt material is the first material printed for the purge tower).
